STRENGTH選ばれる理由
必要とされるのは、技術力+対応力
河本化成工業株式会社は、フッ素樹脂加工を主に手掛けるモノづくり企業です。
切削や融着といった加工技術に強みをもち、半導体関連や医療関連、自動車関連など高い精度と品質が求められる分野で
河本化成工業の製品が用いられています。

RoHS安心のRoHS対応
電気、電子機器に使用される特定有害物質の使用制限を定めた枠組みに、RoHS(ローズ)があります。これはEU(欧州連合)が「RoHS指令」として発令したもので、環境保護に対して厳しい価値観をもつ欧州の規格であることから、欧州以外でもこれを基準とする動きが見られます。


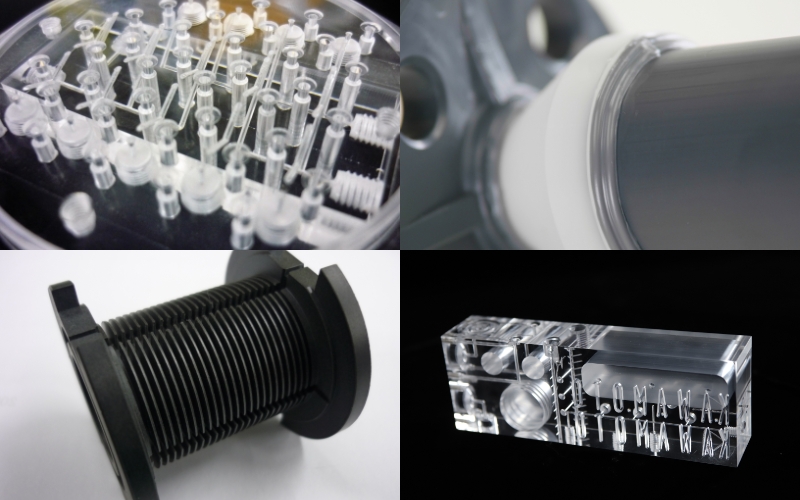
WORKS実績紹介
テフロンに代表されるフッ素樹脂をはじめ、PEEK、PPS、POMなどのエンプラ、各種アルミや真鍮などの軽金属もお任せください!幅広い守備範囲でお客さまのニーズにお応えします。

RECRUIT採用情報
河本化成工業は、半導体関連や医療関連など、精密機器に使用される部品を主に製造するモノづくり企業です。
安定した品質や高精度であることなどを強みとしている当社だけに、モノづくりに対する真摯な姿勢が求められる業種です。





COMPANY会社案内
当社は切削や融着などの技術を生かし、フッ素樹脂などの加工を手掛ける専門メーカーです。